Select Your Country/Region
Current Region:
![]() United Kingdom (EN)
United Kingdom (EN)
 Afghanistan(EN)
Afghanistan(EN)
How can we help you?
Current Region:
![]() United Kingdom (EN)
United Kingdom (EN)
How can we help you?
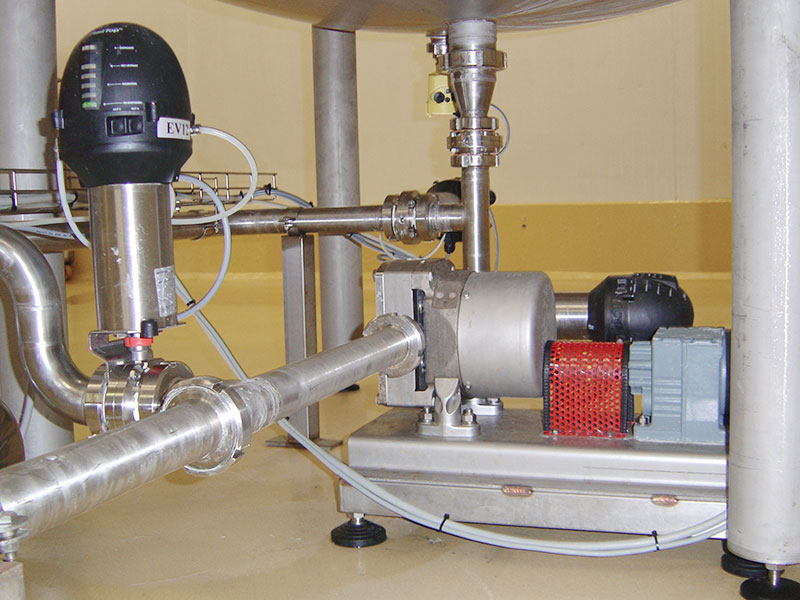
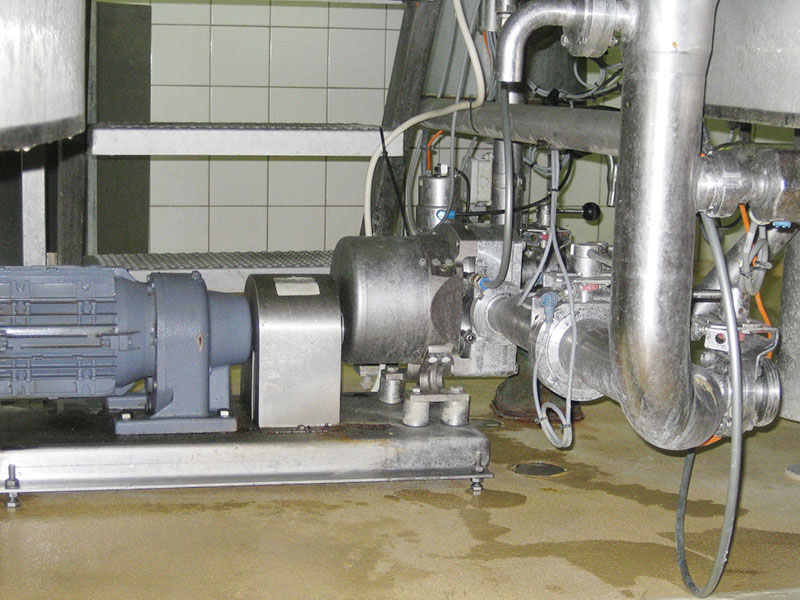
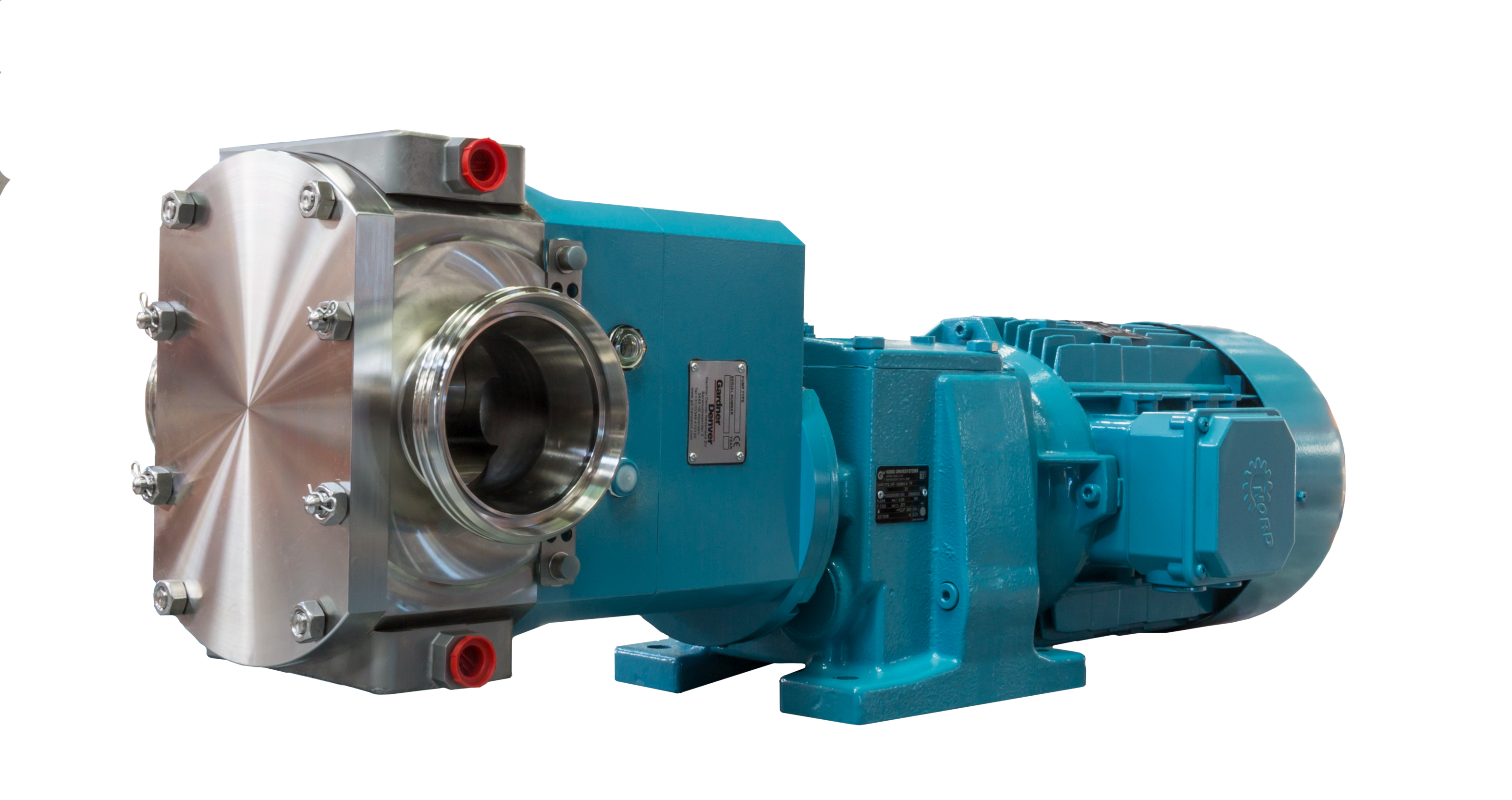
This makes the Optilobe Series pump a great choice for cost-effective reliability in general applications in a variety of industries including handling sensitive food, beverage, and brewing products, confectionary, pharmaceuticals, cosmetics, and chemicals.
This makes the Optilobe Series pump a great choice for cost-effective reliability in general applications in a variety of industries including handling sensitive food, beverage, and brewing products, confectionary, pharmaceuticals, cosmetics, and chemicals.