Select Your Country/Region
Current Region:
![]() USA (EN)
USA (EN)
 Afghanistan(EN)
Afghanistan(EN)
How can we help you?
Current Region:
![]() USA (EN)
USA (EN)
How can we help you?
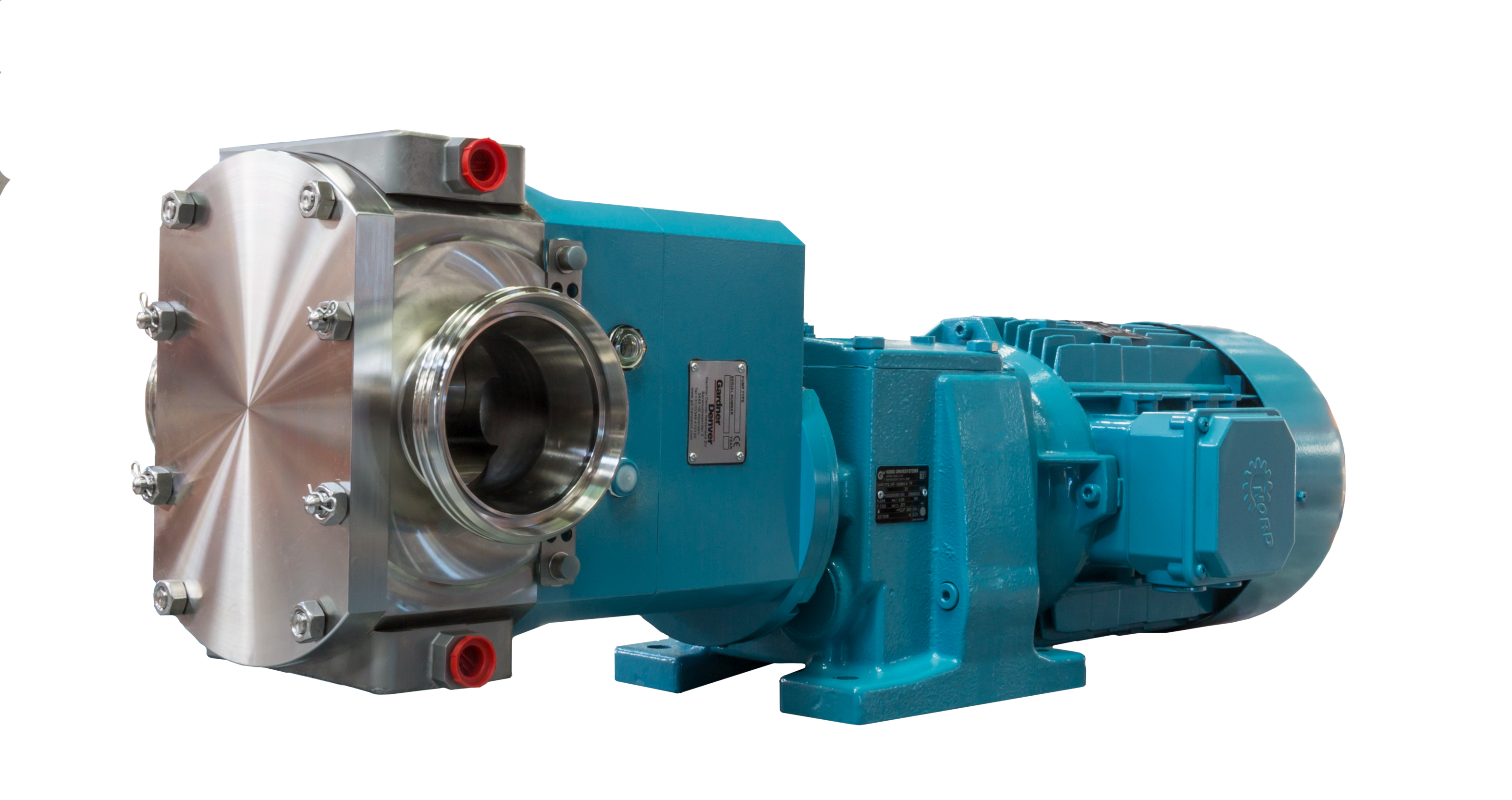
Gardner Denver fluid transfer pumps offer a robust, hygienic, and low maintenance solution for the contaminant free discharge of a wide range of bulk liquid products including liquid foodstuffs, chemical products, resins, liquid waste, and other raw products.
The pump offering features a wide range of rotary lobe liquid transfer pumps that provide efficient transfer of liquids in virtually all industries. With our unrivalled application know-how and years of experience designing, developing, and delivering advanced technology, you can be sure the pump specified will be the right one for the job.

Fluid transfer is a vital process at the core of many industries and is relied upon by many manufacturing businesses to keep their production moving. An efficient, cost-effective, and reliable fluid transfer pump is essential for handling liquid products.
Our pump range uses tried and tested rotary lobe technology to provide effective and reliable discharge and transfer of your bulk liquid products including organic solids in creams, suspensions, gels, froths, emulsions, and mixtures. Our pumps are designed to safeguard your product and offer peace of mind that your payload is protected.
Optilob Series pumps are designed for general applications and are available in an optimised range. Designed with simplicity in mind, they are a cost-effective solution for the pumping of media with uncompromising quality. Universal mounting offers installation flexibility for our customers, with the ability to install either vertically or horizontally to fit your infrastructure.
SX Series are our premium pumps that are designed to handle low to high viscosity pumped media in a range of challenging industries. Hygienic by design, Series SX provides low shear pumping with a long life guaranteed.

For high volume transfer duties, Series A pumps are amongst the world’s largest pump of this type and offer a robust construction with the ability to pump abrasive media and large solids. Engineered to order, our in-house design and engineering team will work with you to specify a pump that is customised to suit your exact application requirements.
The liquid transfer pump range is designed to deliver the highest quality components at the lowest total cost of ownership (TCO). Compliant with International Safety and Quality Standards, our pump offering is backed by our second to none aftermarket service that provides worldwide coverage and customer care.